


目前,我国从事激光自动焊锡机研发和生产的企业以中小企业为主,规模大,总实力强。核心技术依赖国外,零配件以进口为主;这些成本占总成本的一半以上,大幅度的降低了自动焊锡机厂家的竞争力。

近年来,自动焊锡机的全球销量以年均15%的速度增长,面对严峻的市场经济形势,目前整个焊机行业并不乐观;自动焊锡机行业发展现状如何?
近年来,由于电子工业和国际市场的持续加快速度进行发展,对原材料的需求持续不断的增加,造成了部分原材料的短缺;最近国家对铜、铝等矿石产品的需求,以及资源税标准的调整,使得焊锡机等电子科技类产品成为可能。面对生产所带来的成本上升的压力,比如原材料价格持续上涨,压力慢慢的变大。焊锡机行业经历了铜、铝、硅钢片等主要原材料的暴涨,这些主要原材料的价格长期处在高位。原材料价格持续上涨,利润空间被挤压。
未来,中国的劳动力成本慢慢的变成了不争的事实,并且会逐年增加;这些都是中国人口红利的关键时期决定的。
自动焊锡机生产厂商很多,但是规模小,产品链不完整。与国外优势企业相比,缺乏强大的竞争力。焊锡机行业同质化发展,各企业产品构成和市场定位过于集中,导致恶性价格竞争,损害了焊锡机行业的整体利益。
由于焊锡机行业的特殊性,对从事这个行业的企业和人才都有特殊的要求。焊锡机厂商普遍缺乏技术人才,人才难找;特别是在相关人工智能软件的开发上,与国外相比还有很大差距。
由于近十年来中国经济建设的加快速度进行发展,中国慢慢的变成了世界上最大的焊锡机生产国,但离强国还很远。焊锡机行业虽然产量很大,但大多集中在低端产品,消耗大量资源,导致非常严重的环境问题。
虽然焊锡机行业很小,但是产品涉及的学科很多,交叉密集,很大程度上依赖他人。行业的成熟与进步,如绝缘材料、电磁材料、电力电子器件、计算机技术等。目前,受到技术基础、资金等诸多因素的限制。,中国的焊锡机行业要想实现可持续的跨越式发展,是完全依靠自己的资金和实力,还是仅仅依靠进口材料和设备来实现产品升级和加快速度进行发展。这个很难。

特别声明:以上内容(如有图片或视频亦包括在内)为自媒体平台“网易号”用户上传并发布,本平台仅提供信息存储服务。
呼北高速车祸后续:约两千元参团七日游,事故车上游客多超60岁,均来自镇江
英伟达AI盛会上,和黄仁勋一同登场的9个人形机器人来自什么地方?两款来自中国
火箭轻取奇才6连胜逼近勇士:格林42+10平生涯纪录 汤普森25+10
赛事预告丨2024LPL春季赛·常规赛 上海EDG合创汽车 VS UP
《我国主动焊锡机商场剖析及竞赛战略研讨陈述》是根据中经先略商场咨询中心对主动焊锡机商场广泛、深化的查询,并结合国家统计局、商务部、工商部门、海关、职业协会等官方威望数据,由我国工业开展研讨网专家团队共同完成。
本陈述首要是针对主动焊锡机进行商场及竞赛剖析,要点对竞赛进行了深化体系的研讨,最重要的包括:微观经济环境、职业整体开展、商场运转剖析、进出口情况、替代品开展、相关职业开展、竞赛格式、竞赛战略、首要公司竞赛等。
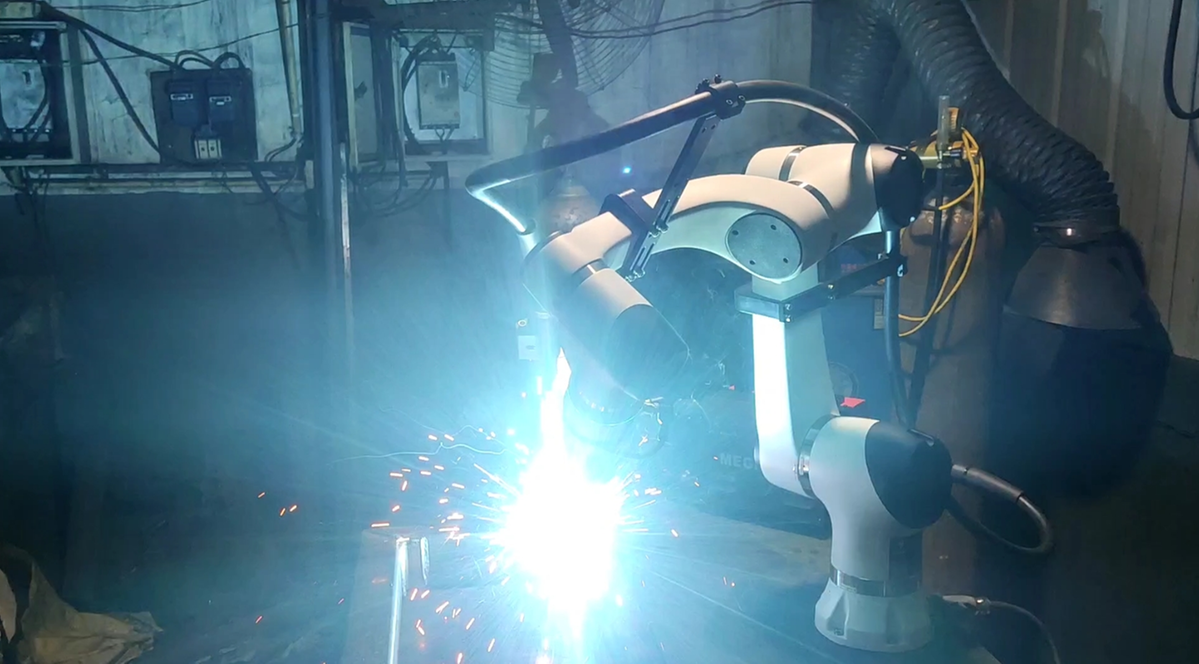
焊接技术是工业制作的完整过程中很重要的工艺,一般来说,只要有金属材料加工的地方就会用到焊接工艺。但是,焊接作业也是一份“辛苦差事”,手工焊接需要焊工师傅长时间保持站、趴、蹲、卧等操作姿态,还要应对焊花飞溅、闷热的工作环境。
借助简单易操作、柔性灵活的协作机器人进行自动化焊接作业,可以有效解决熟练焊工短缺、焊接质量一致性很难保证等问题,助力公司实现降本增效、产线升级。当前,大族机器人凭借易用、高效、高精度等优势,焊接应用方案已经在多个行业落地生花——

在船舶制造领域,中厚板焊接需求相对较多,客户特别要求“焊接机器人要自重轻、能适应复杂的船厂环境”。E03-Pro协作机器人本体自重18KG,单人可以拎/宝到焊接车间的任意位置;它简单易操作,能够最终靠拖拽示教(具备一体化末端力控能力)、图形化编程,快速完成自动化焊接设置;此外,E03-Pro重复定位精度高达±0.02mm,拥有焊缝视觉跟踪、电弧跟踪等功能,确保焊接质量,满足焊接精度要求。

桥梁领域的中字头客户,具备技术及集成能力,客户关注机器人焊接质量的同时,更希望能对焊接机器人进行定制化二次开发。平台开放程度高是大族机器人的核心优势之一,咱们提供丰富的通信接口、SDK接口,支持ROS系统,客户可基于Elfin系列协作机器人进行自主性很强的二次开发,诸如上位机直接通讯控制等。就最终的焊接效果来说,基于E05打造的焊接机器人反映出来的效率令人满意,焊接规范性、一致性得到肯定。

客户位于河南,主要是做农用机械设备生产制造,由于焊接车间作业环境比较差,焊工师傅已经年近五旬,但仍没有合适的年轻焊工接棒。因此,客户真正的需求焊接机器人操作极致简单,“年纪大的焊工也能快速掌握”,目前采用的E05-Pro,具备一体化末端力控能力,示教更柔顺,仅需3N以内的拖拽力即可轻松拖拽,而且一次示教,重复使用。最重要的是,Elfin-Pro系列防护等级达到IP66,在粉尘弥漫的焊接车间,也能正常工作。
客户主要是做建筑钢材预制生产业务,焊接需求很大。大族机器人按照客户的独特需求,将部署灵活的E10L协作机器人安装在电动智能叉车上,使其运动更高效、更方便。E10L臂展设计贴合焊接需求,最大工作范围达到1300mm,额定负载8KG,各关节运动范围均为±360°,焊接过程中灵活性更好,可在半径为1.3米的球形空间内,灵活自如地触达待焊工件各个角落。

客户是钣金加工领域的区域性头龙企业,选择E10L-Pro、E10协作机器人大多数都用在数字控制机床、平板激光切割机设备部件起吊元件焊接,客户着重关注协作机器人轨迹精度。大族机器人采用更先进的运动控制算法,满载满速情况下重复定位精度可达到±0.02mm,绝对定位精度可达到±0.2mm,轨迹精度可达到±0.5mm,满足绝大部分客户焊接应用需求。
在激光焊接方面,大族机器人有着天然优势。大族协作机器人与大族激光器、大族激光摆动焊接头、大族振镜系统和大族控制管理系统等核心部件组成激光焊接机器人,自研程度高,兼容焊缝视觉及外部轴,支持PLC交互控制,能够很好的满足高精度、复杂轨迹焊接要求,在机械五金、3C电子以及新能源领域有落地案例。
作为更适合焊接应用的协作机器人,大族机器人凭借简单易操作、柔性部署、安全稳定以及核心零部件自研等优势,成为手工焊向自动焊转变过程中的佼佼者,“我们大家都希望与更多合作伙伴携手合作,共同实现用户各类复杂焊接需求,共同助力制造业加速自动化升级”。
原标题:变压器全自动翻转浸锡机 HY-H10输送带自动焊锡机操作使用说明

本机使用于变压器、电感线圈、电机、五金铸件及各类电子组件含浸专有设备。凡操作使用者一定要了解此指引内容,正确使用。
1、打开含浸机盖,将摆放整齐的产品含浸盘放入缸体支架上。关闭含浸机盖,锁上快速夹。
2、扭动启动开关,真空泵启动。当盖上压力表显示至30-40mmhg时,打开缸体下方球阀开关,使凡立水抽入缸体。
3、扭动射灯开关,通过盖上玻璃观察,当凡立水达到所需量时,关闭缸体下放球阀开关。
4、当气压表指针达到700mmhg以上时,按下启动开关即停止。真空含浸时间达到设定时间时报警。打开盖上球阀开关,排放气体,当压力表指针恢复为0mmhg时。打开缸体下方球阀开关,将缸体凡立水放尽后,关闭球阀开关。
5、将启动开关打开,真空泵启动。当压力表指针达到700mmhg以上时,连续按下2次停止开关。抽真空达到设定时间时报警,打开盖上球阀开关,排放气体。
3、停止钮:停止作用按钮,点此按钮1次,真空泵停止运行,再次按下设备才继续运行。
因物体内部有许多小毛孔,间隙等均有气介入,要想使用其完全密封、绝缘并且无气泡,就必须使一物体(液态)式绝缘液体增加线mpa)时进入小毛孔,间隙内填满它与主体连成一体,可使产品稳定性很高、资料准确、无噪音及表面均匀光滑等。
为了安全启动真空泵,一定要遵守以下每步操作程序。启动真空泵必须由经过训练的专业技术人员进行。
泵必须水平安放或固定在平坦的表面上。其他安装方法是不允许的泵可在如下工作环境连续运转:
排气管道不允许装有节流装置。排气管应该以冷凝物不返入泵内的方式安装(如倾斜、虹吸管方式)
过加油塞将油注入泵内,直至油位线min左右观察)。真空泵油的类型和数量见“维护”。
1、该真空泵用于抽除空气的干燥气体,不能抽除有腐蚀性的、有毒的、易爆的气体。其他介质也不能输送
2、在抽除可疑性的蒸气时,在操作前线℃的工作时候的温度。只有在这个温度以上才能够有效地抽除可疑性气体。泵使用后,应该再运转30min使泵油净化。
1、必须每日检查油汪汪,泵在运转时油位不应低于油镜的1/2,如低于油镜的1/2标记处,则应该加油至油镜的3/4,但不能超过3/4。一但超过,真空泵抽真空时会将油喷入缸体内。
2、新泵第一次工作满100H须换油。以后换油应根据工况而定。每100-150工作小时换一次油。如上班时间不足500H,至少半年换一次油。如有污染,则将更频繁的换油。换油时必须停泵并使进气口通
大气,此外泵体应该是热的。从放油塞处放油,当油停止流动时旋上放油塞再次启动真空泵数秒,然后旋下放油塞将残留的油放尽。旋紧放油塞,然后由加油口注入新油(废油应该按照环保法规处置)。
3、如果真空泵长期搁置不用,应将线号机械油清洗真空泵后,将机械油放尽,旋上放油塞,将吸气嘴塞头塞上,而后将泵放在干燥场所(注:重新使用,要加线标准规定的线粘度等级的线粘度等级的线、污染的筛检程式将造成电机输出功率的增加。当泵工作时在排气口出现油雾时,必须调换排气筛检程序。拆下排气盖得排气筛检程式弹簧,将排气筛检程式拿出更换。(安装新的排气筛检程式时应使用新的密封圈)
7、按时进行检查风扇罩壳。污染的风扇罩壳将使冷却空气量减少而导致线、为了能够更好的保证真空泵安全运转,应使用原厂配件和附件。当订购备件的附件时请告之泵的型号与系类号。


